



SM385 china fanuc controller 5 eksa shveytsariyalik cnc torna sotiladi
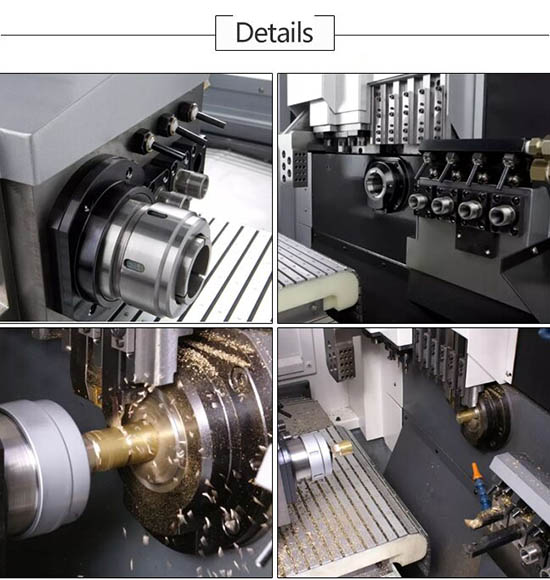
Sm385 xususiyati
1. Yuqori moslashuvchanlik: uni hidoyat yenglari bilan yoki bo'lmasdan almashtirish mumkin.Elektr asbobi tez o'zgaruvchan ipli bo'ronli frezalash, quvvat boshi, VDI asbobi, chip konveyeri, moy 2 bilan jihozlangan bo'lishi mumkin. Katta ishlov berish maydoni va qulay foydalanish: asbobni o'zgartirish oson, vertikal pastga qarab asbob eng yaxshi chipni olib tashlashni olishi mumkin.
3. FANUCa seriyasi ko'ndalang elektr asbob dvigateli va besleme motori uchun b seriyasidan yaxshiroqdir.
1) a seriyasi FANUCning eng yuqori jihozlangan dvigatelidir va uning aniqligi, ishlashi va ishlash muddati b seriyasiga qaraganda yaxshiroq.
2) b seriyali motorlarda haroratni aniqlash mavjud emas.Uzluksiz ishlash yoki og'ir yuk paytida dvigatelning harorati ko'tarilishda davom etadi, bu esa vosita va tizimga zarar etkazadi.
3) Kompaniyamizning shpindel va servo kuchaytirgichlari a seriyasini (FANUC eng yuqori konfiguratsiya) qabul qiladi va shpindel va ko'ndalang kuchaytirgichlar ajratilgan, b seriyali iqtisodiy kuchaytirgichlar va narx a seriyasidan pastroq va shpindel va ko'ndalang kuchaytirgichlar birlashtirilgan.Keyinchalik texnik xizmat ko'rsatish va almashtirishda barchasi almashtirilishi kerak va b seriyali texnik xizmat ko'rsatish narxi a seriyasidan yuqori.a motor momenti, qayta aloqa aniqligi, enkoder o'lchamlari va oqimni aniqlash b motorlarga qaraganda ancha kuchli.
Spetsifikatsiya
| Ta'riflang | Birlik | SM385 | |||
| Mexanik | Tekshirish tizimi |
| Fanuc 0i | Syntec | |
| Maksimal ishlov berish diametri | mm | ¢38 | |||
| Qon tomir | mm | 210 | |||
| Asosiy shpindel / Sub shpindel RPM | rpm | 8000/8000 | 6000/6000 | ||
| Tez aylanish tezligi | m/min | 32 (X1:24m/min) | 24 | ||
| Asboblar | OD vositalari | ea | 5×[□16×16] | ||
| Old ish asboblari | ea | 3×[Ø25-ER16]+2×[Ø20-ER16] | |||
| O'zaro boshqariladigan asboblar | ea | 4×[ER16] | |||
| Orqa tomon asboblari (qattiq) | ea | 4×[Ø20-ER16] | |||
| Motorlar | Shpindelli dvigatel | kw | 5,5/7,5 | 5.5 | |
| Sub-shpindelli dvigatel | kw | 1,5/2,2 | 3 | ||
| Haydalgan | kw | 1 | |||
| Kesib o'tish | kw | 0,55/1,1 | 1 | ||
| Sovutgich dvigateli | kw | 0,9 | |||
| Boshqalar | Sovutgich tankining sig'imi | L | 200 | ||
| Soqol idishining sig'imi | L | 1.8 | |||
| Zaminning shpindel markazidan balandligi | mm | 1000 | |||
| Hajmi | (L) | mm | 2760 | ||
| (V) | mm | 1564 | |||
| (H) | mm | 1882 yil | |||
| Og'irligi | kg | 4500 | |||
| NC nazorati | Boshqariladigan o'qlar | 7 eksa/4 eksa | |||
| LCD | LCD 10,4" | ||||
| Tizim standart parametrlari | Standart | ||||
| Qattiq teginish | Standart | ||||
| Qo'l g'ildiragi | Standart | ||||
| Sinxron/gibrid boshqaruv | Standart | ||||
| Spiral interpolyatsiya | Standart | ||||
sm385 cnc torna mashinasining afzalligi
1. Yuqori qattiqlikdagi torna va frezalashning kombinatsiyalangan ishlov berish imkoniyatlari
U aloqa, maishiy texnika, elektronika va o'yinchoqlar kabi sohalarda qo'llanilishi mumkin.U katta diametrli, murakkab protseduralar, yuqori aniqlik talablari, torna va frezalashning kombinatsiyalangan ishlov berish va katta hajmdagi asboblar bilan tavsiflanadi.SM385 Shveytsariya tipidagi cnc torna kuchli torna va frezalash qobiliyatiga ega va uni bitta kesish bilan o'lchamga ishlov berish mumkin.An'anaviy ishlov berish usuli - ishlov berishni yakunlash uchun CNC torna tezgahları, ishlov berish markazlari (yoki frezalash mashinalari, burg'ulash mashinalari), bir nechta dastgoh asboblari va bir nechta protseduralardan foydalanish.Kerakli uskunalar soni ko'p, ishlab chiqarish samaradorligi past va ishlov beriladigan qism ikkinchi marta qisilganidan keyin qismlarga ishlov berishning aniqligini kafolatlash qiyin.

2. SM385 Shveytsariya tipidagi cnc torna dastgohi yuqori qattiq torna va frezaga ega bo'lib, bitta qisish bilan ishlov beriladigan qismning tashqi doirasi, burilish yuzi, tishlash, yiv ochish, kesish va ko'ndalang frezalash, burg'ulash, teginish va old yuzning yuqori qattiqligini amalga oshirishi mumkin. Kesishdan keyin orqa tomonda burg'ulash, teginish va zerikish kabi bir nechta aralashmani qayta ishlash imkoniyatlari.

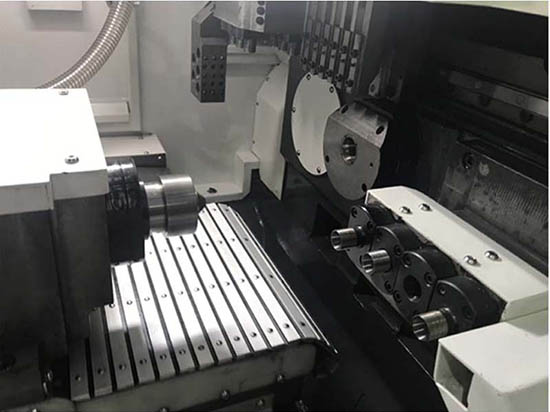
3. Kesish va bir vaqtning o'zida ishlov berishdan keyin orqaga ishlov berish uchun ikkita shpindelli dizayn
Ishlov beriladigan qismning orqa uchi yuzasining markazida qavariq va botiq nuqsonlarni talab qilmaydigan qismlar uchun yoki asosiy va pastki shpindellarni qisish va sinxron ravishda aylantirishni talab qiladigan nozik mil qismlari uchun va frezalash, burg'ulash talab qilinadigan qismlar uchun, zerikarli, va kesilgan yuzaga tegib, ikki barobar Shpindel modeli to'liq malakali bo'lishi mumkin.Bundan tashqari, asosiy va pastki shpindellarni bir vaqtning o'zida boshqarish yoki mustaqil ravishda qayta ishlash mumkin.
4. Avtomatik bo'sh oziqlantirish va tayyor mahsulotlarni avtomatik bo'shatish
Oziqlantirishda novda oziqlantiruvchini sozlash va qabul qilishda qisqa/uzoq qismlarni ushlash orqali dastgoh bir kishining ishlashi va bir nechta nazoratchilarning "bir kishi, bir nechta mashina" rejimini amalga oshirishi mumkin, bu esa uskunani avtomatlashtirishni yaxshilaydi va ko'p narsalarni tejaydi. korxonalar.Inson resurslari ko'p yordam berishi mumkin.
Bundan tashqari, "cnc shveytsariyalik torna mashinasi" modeli ham quyidagi ajoyib xususiyatlarga ega:
1) Ko'p o'qli ulanish interpolyatsiyasi funktsiyasi: ishlov berish samaradorligini samarali oshirish va murakkab qismlarni qayta ishlashni qondirish;
2) Yuqori tezlikda sinxron aylanadigan hidoyat sleeve: yuqori tezlikda ishlov berish talablariga javob berish uchun;
3) etarlicha yuqori aniqlik: aviatsiya, nozik asboblar, aloqa uskunalari va boshqa qismlarning ortib borayotgan aniqlik talablariga javob berish.

Mahsulot toifalari
-

GB4230 Xitoyning zavod narxlari tarmoqli arralash mashinasi ...
-

C6150/6250 Zavod narxi qo'lda tokarlik dastgohi...
-

H36 Xitoy metall cnc birlashtirilgan torna frezalash mashinasi ...
-

CK6132 Yuqori aniqlikdagi to'dali turdagi asbob ushlagichi mac...
-

VMC420 Xitoy metall uchun 3 eksa cnc frezalash mashinasi
-

CK61100 tekis yotoqli gorizontal metall mashinasi katta t ...





